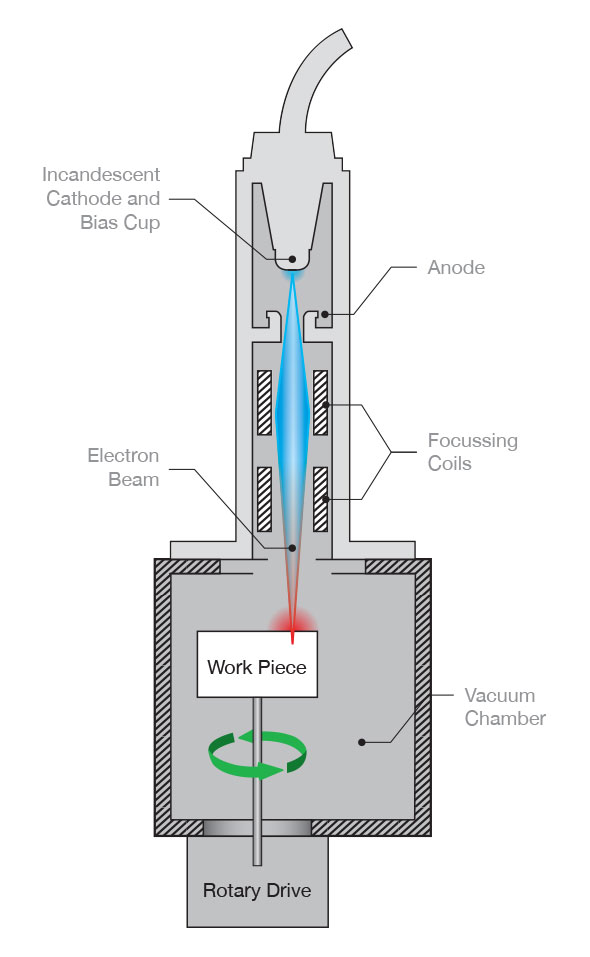
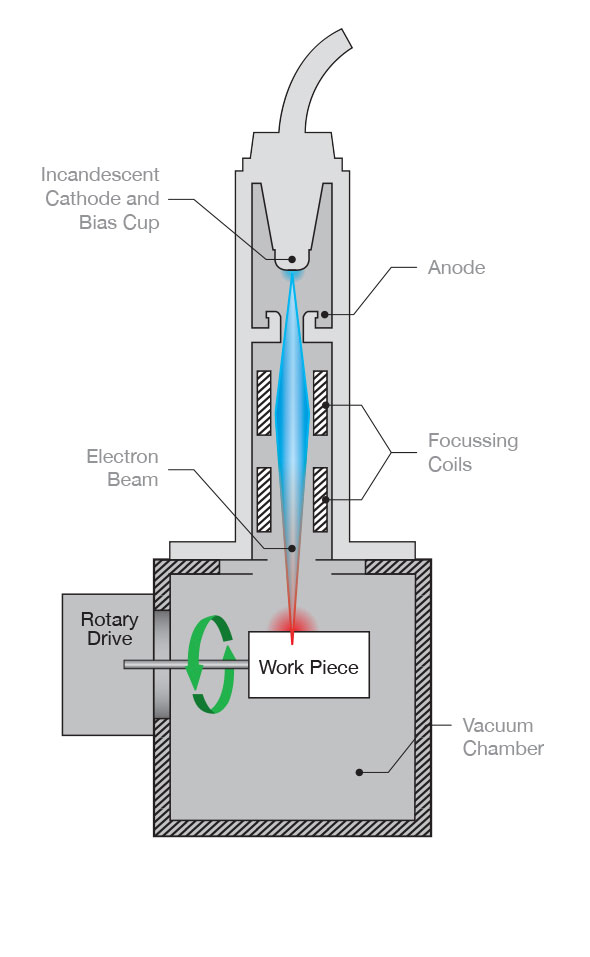
The Electron Beam welding system is composed of an electron beam gun, a power supply, control system, work piece motion equipment, and vacuum-welding chamber. Fusion of base metals eliminates the need for filler metals. The vacuum requirement for operation of the electron beam equipment eliminates the need for shielding gases and fluxes. The electron beam gun has a tungsten filament, which is heated, freeing electrons. The electrons are accelerated from the source with high-voltage potential between a cathode and anode. The stream of electrons then passes through a hole in the anode. The beam is directed by magnetic forces of focusing and deflecting coils. This beam is directed out of the gun column and strikes the workpiece.
The potential energy of the electrons is transferred to heat upon impact of the workpiece and cuts a perfect hole at the weld joint. Molten metal fills in behind the beam, creating a deep, finished weld. The electron beam stream and workpiece are manipulated by means of precise, computer-driven controls, within a vacuum welding chamber, therefore eliminating oxidation or contamination.
The system at EB FUSION can be configured to produce circular or rotary orientated weld paths, utilising a CNC(Computer Controlled) rotary axis drive
| Material | Result |
|---|---|
| Aluminum |
|
| Cast Iron |
|
| Copper |
|
| Cobalt |
|
| Gold |
|
| Case-hardening & Nitriding alloys |
|
| Inconel |
|
| Kovar |
|
| Monel |
|
| Molybdenum |
|
| Nickel |
|
| Platinum & Platinum alloys |
|
| Silver |
|
| Stainless steel |
|
| Steel |
|
| Tantalum |
|
| Titanium |
|
| Tool steels |
|
| Tungsten |
|
| Zinc Alloys |
|
Note: Sulphur and phosphorus content can be problematic - Their presence should be as low as possible.
Although a single material may be quite suitable for EB welding, it may not be appropriate for welding to another material type. Each material has its own unique thermal properties such as; melting temperature, rates of conductivity and expansion. Also, it's critical that each material's metallurgical properties are reciprocally compatible.
Only some material combinations are successful. Consult with EB FUSION first, should your application require the welding of dissimilar materials.